
JRJZ-V08P冷媒真空加注机是济南鑫捷瑞电气公司为在生产流水线上加注汽车空调系统冷媒液的需要,设计制造的新型机电一体化专用真空加注设备。
JRJZ-V08P冷媒真空加注机,在对汽车空调系统加注过程中,可对汽车空调系统管路系统的耐压指标进行同步可靠的实时检测及统计处理加注量、
真空、压力等工艺数据参数,为生产管理、工艺性能检测提供可靠的质量保证。

1.1 系统设备构成
主要完成设备的抽真空功能,采用进口真空泵实现在短时间内以达到超真空效果,主要由真空泵、真空度传感器、阀位可视的控制流体阀等组成。真空泵采用D30C真空泵,主要负责精抽抽真空。
2) 加注系统:选用美国GRACO公司生产的冷媒加压专用活塞泵,最大加压至35巴。加压泵配套冷却系统,由冷媒压缩机及冷却管路组成,用于加压泵的冷却。能极大缩短加注保压阶段流体在管路系统的波动时间,且能较为准确的反映加注压力,通过流体调压阀进行调压主要由柱塞泵、冷却系统、储能罐、质量流量计、冷媒专用干燥过滤器、安全阀、专用冷媒快速接头、流量开关、传感器(压力、真空度、流量)、流体控制阀、气动控制阀等组成。
3) 补液系统:补液管路两路并联补给,自动切换。当其中一冷媒罐空时,及时反馈信号给PLC,使其控制流体阀换向,切换到另一冷媒罐中,并及时提示操作者更换冷媒罐。主要由液位开关、阀位可视的控制流体阀、线边双瓶自动切换补液、桶空报警装置组成。
1.2 操作系统组成
JRJZ-V08P冷媒真空加注机操作系统由工控信息系统(软件)、开关/指示控制板组成。系统控制面板触摸屏以及按键和面板指示灯组成。机柜配有机顶三色系统运行指示灯。
系统操作面板由真空加注机开关控制面板和开关指示面板组成。
真空加注机在运行加注过程时,除触摸屏显示相关数据外,真空加注工作过程全部由程序控制指示灯指示加注工艺过程,以保证操作者在远距离操作时监视加注的工作过程。 开关控制面板由【急停】按钮、【控电接通】(带指示灯)、【控电停止】、【手动 自动】、【加注开始】、【加注停止】、【桶1/桶2】、【报警复位】等显示按钮组成;
开关指示面板由 “准备就绪→一次真空→检漏进程→二次真空→加注进程→完成指示”指示灯组及电源指示灯构成。
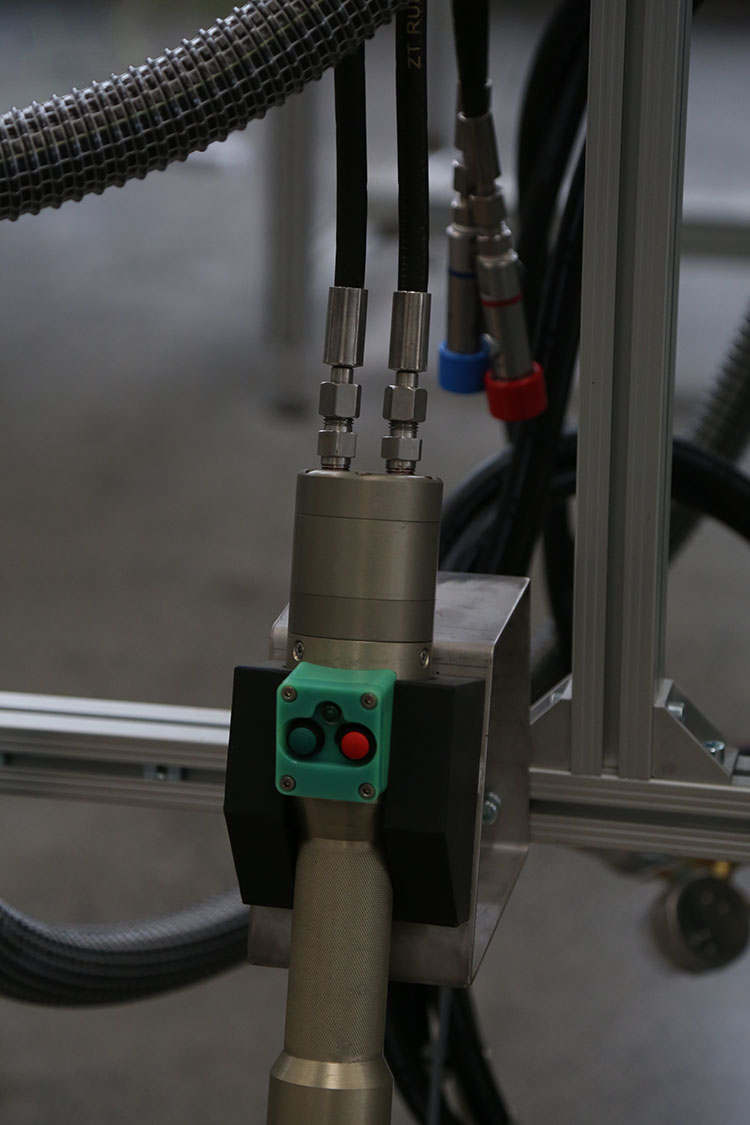
1.3 加注枪组成
加注枪、枪架组合的主要具有以下功能特点:
加注头上的阀体设计采用标准的冷媒专用电磁阀,这样加注头的可靠性及使用寿命完全有保证。在枪上都设有开始、停止按扭,按钮为ITW小型防水按钮,耐制动液、清洗液等腐蚀,安装空间小。
采用柔性化加注枪设计思路,将控制单元与操作接头分开,操作方式不会受空间的影响,更加方便操作。加注枪可高低压口同时操作,也可单独高压口操作,满足欧美车型及日韩车型的多种加注需要。采用德国Staubli的快速接头与空调器的高低压口进行连接,密封可靠,操作方便。
1.4 加注随动单元
设备的基本单元和控制柜设计在一个底盘上,设备的加注头及软管悬挂在轨道上,避免加注过程中加注软管接地,加注头沿流水线方向移动范围为14米,设计有加注头行程开关,并与输送线连锁,防止加注头和软管被拉断、损坏。其中连锁功能可人工干预,根据工厂实际情况选择是否连锁。
1.5 气动控制系统
气动控制系统主要由压缩气源处理单元、压力调整控制单元及气动部件控制单元等组成;
(1)配有压缩空气气源处理单元,具有过滤、压力调整功能。
(2)具有欠压保护装置。
2 工作原理
JRJZ-V08P冷媒真空加注机由流体控制、气动控制、电气控制三个部分构成:流体控制主要是对冷媒加注与系统真空压力的实时检测控制、定量控制等;气动控制部分主要完成各流体阀先导气体的供给,以及加注枪上的卡紧夹具的控制;电气控制部分主要是完成系统的过程控制、检测,过程参数数据的处理、保存,以及系统运行的实时监控、数据显示、故障报警等。JRJZ系列通用真空加注机的工作原理主要是按照对被加注系统进行真空检测、真空加注等工艺技术过程进行机电一体化智能控制,以较高的运行节拍完成真空、测试和加注车辆空调系统。
JRJZ-V08P冷媒真空加注机抽真空过程包括预抽低真空,再抽高真空两阶段;真空加注机的加注工作过程主要分为抽真空、保压检漏、二次真空、加注、回吸、完成等几个工艺时序。
加注系统原理图参见附图
3 主要技术指标
1) 加注压力: 12-20bar。
2) 计量精度:≤±1%
3) 加注方式:定质量加注,任意加注质量连续可调。
4) 生产节拍要求:≤120s
5) 加注介质:R134a
6) 加注枪端最低真空:≤2mbar
7) 最大抽吸真空:≤0.05mbar
8) 冷媒加注量:0Kg~2Kg
9) 补液方式:双钢瓶自动切换补液装置
10) 加注枪及管路安装形式:轨道随动
11) 生产噪音:≤70db
12) 电源电压:380V±10%;50HZ±2%;
13) 压缩空气:0.4-0.7Mpa
14) 工作条件:-10℃-45℃,湿度≤90%
15) 环境湿度:45%~95%;
4 真空加注机工作流程
真空加注机的整个加注过程包括准备、抽真空、检漏、二次真空、加注、完成。
4.1 准备过程
系统开机后,系统自检,正常情况下进入准备工作状态;
4.2 真空过程
抽真空时,真空泵M1启动,同时AV真空阀V801打开,同时枪真空阀PV822打开,过几秒钟真空传感器阀V804.1打开;
4.3 检漏过程
检漏过程中,保持AV真空阀V801、真空传感器阀V804.1处于打开状态;
4.4 二次真空
二次真空就是重复真空过程。真空泵启动,打开保压阀再次抽真空;
4.5 加注过程
加注时,电磁阀打开,加注泵M2启动, AF加注阀PV821打开;
4.6 加注完成
加注完成后,设备有几秒钟的加注完成提示,并将返回系统准备状态。
4.7 系统补液
系统采用边补边加的方式,补液阀V806或V807打开时即可补液。
5 使用操作
5.1启动/关闭操作系统
5.1.1 开机
打开设备供气气源,接通JRJZ-V08P冷媒真空加注机的总电源开关后(在机柜的侧面);按下电气操作面板上的【控电接通】按钮:控制面板上工作电源指示灯亮,触摸屏自动进入系统运行状态初始化界面(参见图5.1.1):
5.1.2 关机操作:按下“控电停止”,断开总电源开关。
图5.1.1 系统初始界面
5.2 系统参数设置
系统参数的设置均可在触摸屏上完成。
5.2.1工作模式的选择
将控制面板上的【手动 自动】按钮打到手动位置,系统进入手动工作模式;若将按钮打到自动位置,系统进入自动工作模式。
系统参数主要是系统计量参数的设定,保证系统的加注精度,在界面5.2.1中,输入系统参数密码(系统默认为1),按下ENT键,系统进入系统参数设置界面一(图5.2.4),点击“进入下页”,将进入系统参数设置二(图5.2.5),在此界面下可以设置系统各个参数及修改系统各级密码。
5.3 真空加注操作
5.3.1自动加注
a) 在面板上将【手动/自动】按钮打到自动位置,加注机进入程序准备状态,准备指示灯亮。
b) 取下加注枪,将真空加注软管连接好后,按下面板上的【加注开始】键,设备进入运行加注状态,在操作面板的指示灯组将依次指示不同工艺时段的真空加注状态,其指示顺序为:
准备就绪 → 一次真空→ 检漏进程→ 二次真空→ 加注进程→完成指示
出现故障时系统有与操作面板的指示灯组同步输出的故障报警声提示。
在自动模式进行加注中,若按下面板上的【加注停止】键,系统立刻停止当前操作,返回至初始状态。
加注过程中,操作者可以通过系统监控界面观察到当前加注量、当前压力、当前真空度以及各部件的工作状态。
5.3.2 手动加注
a) 在面板上将【手动/自动】按钮打到手动位置,系统进入手动操作状态;准备指示灯亮;
b) 将加注枪的加注头与加注口连接后,按下面板上的【加注停止】键,系统开始加注,加注到预先设定量后加注停止。
5.3.3补液
系统在加注过程中,先检测1#储液罐是否空瓶,如有液则打开补液阀V806进行补液,若无液则自动转到2#储液罐进行补液,此时补液阀V807打开,同时操作界面也会自动弹出1#储液罐空瓶报警画面以提示操作者及时更换新罐(具体见6 故障及排除)。
5.3.5 说明
a) 加注过程中,机顶三色灯的绿灯亮;
b) 补液过程中,机顶三色灯的黄灯亮;
c) 系统在工作过程中,出现报警界面的同时,机顶三色灯的红灯亮,此时按下控制面板上的【报警复位】,红色指示灯灭。
5.4 系统监控
在初始界面5.1.1上点按一下“系统监控”即可进入系统监控窗口(图5.4.1),操作者可通过此界面实时观察时间节拍、当前压力、当前加注量、当前温度值及当前真空度的变化情况。
在监控平台界面下,按下 “管路监控”,将进入管路监控画面(图5.4.2),可观察各阀门工作状态。按下“进程监控”,将进入进程监控画面(图5.4.3),可观察加注进程中设定的各个参数变化情况。按下“联网监控”,将进入联网监控画面(图5.4.4),可观察联网状态。
5.5 手动调试
“手动调试” 功能用于系统调试/维修时,对系统整个主要部件进行逐一或组合检测的一种在线调试功能。
在5.2.1下输入手动密码,系统进入手动调试设置界面(图5.5.1)。在此窗口上用户既可以观察到每一工作过程中各阀、部件的工作状态,也可以在调试过程中,对每个阀进行单独操作。
图5.5.1手动调试窗口
5.6 数据功能
数据功能是对系统总加注量及总加注次数的统计,用户可通过进入此功能窗口进行数据查询。
在主菜单下选择“数据查询”,系统进入数据查询界面(图5.6.1)
用户可按“清零”,对总加注次数和总加注量进行手动清零。
注:系统不会自动清零,只能手动清零。
图5.6.1 数据查询窗口
5.7 有关操作的注意事项
(1) 系统操作时,操作者在进行下一步的操作或更改设置之前,必须完成正在进行的操作过程,否则可能会造成系统程序紊乱或系统故障。
(2) 所有触摸屏界面上的“返回”键均是返回运行参数界面。
(3) 出现紧急情况时,可直接拍下面板上的【急停】按钮,设备停机。
(4) 设备正常使用状态下,应使用自动工作模式,手动加注模式,一般用于调试和维修,正常工作状态下不允许使用。
除非紧急情况,在关机时不要直接按下【急停】键,频繁使用【急停】键来停断电会影响部分元器件的使用寿命,甚至损坏部分电气元件
6 故障及排除
系统具有故障自诊断及报警指示功能。在任何工作状态,出现故障时,触摸屏均显示相应的报警画面及解决方法(如图6.1.1),同时机顶三色灯的红色指示灯亮。系统所提示的具体报警表6.1:
图6.1.1报警窗口
出现报警画面时,按下面板上的【报警复位】可取消报警指示灯,再按报警界面上的“ESC”可取消报警界面。若报警未及时排出,系统1分钟(此时间可设定)仍会弹出报警画面。
表6.1 详细报警项目及处理方法
报警内容原因处理方法
气压不足报警可能是压力开关损坏或供气回路欠压1、检查压力开关
2、检查供气回路的供气压力是否足够
真空泵报警可能是负载过大或系统电源故障1、保护开关的电流是否设置过小
2、检查系统负载是否过大
3、检查系统的配电回路
大漏报警系统密封不好、加注头未夹好或管路存在泄漏、或大漏检查参数设置过小1、取下加注头重新夹紧
2、检查系统的管路是否存在泄漏
3、调整大漏检查参数
小漏提示管路存在小泄漏或小漏参数设置过小1、选择强制加注或取消该次加注
2、检查系统的管路
3、调整系统小漏的检查参数
冷却泵报警冷却泵热继电器脱扣1、 检查冷却泵电机是否正常
2、 检查冷却泵供电是否正常
加注压力低报警气动柱塞泵损坏或补液罐全空1、 检查柱塞泵及供气阀是否损坏
2、 检查补液罐
储液罐报警储液罐空1、检查补液罐,及时更换新罐
出现上述任一报警项时,根据屏幕提示进行相应的检查与操作。如仍不能解决,请与生产厂家联系。
7 维护与维修
7.1 系统日常维护:
(1)真空泵的维护:通过对真空泵的维护,可以减小真空油的乳化。每半年对真空泵进行下列操作:封住真空泵的进气口,打开真空泵气镇阀,让真空泵运行1-2小时。 每一年为真空泵更换一次真空油。真空泵的油应保持在规定刻度线内,不能过量、不足时应及时补充,严禁无油运行。
注意:真空泵油必须采用莱宝专用真空泵油,若因使用真空泵油不当而出现问题由用户自己承担。
(2)管路及管线的维护:一般来说管路是免维护的,在出现意外情况时需配用专用的管材及工具进行维护,主要检查活节的泄漏问题,不定时检查设备有无滴漏的地方,保证设备的干净整洁。
(3)电气控制的维护:不定时检查接插件接线端子接线有无松落的地方,继电器有无接触不好的地方,各阀仪表的接插件有无接触不好,保证信号的可靠输入与输出。
(4)系统的维护:每半年检查系统的真空度、流量、等参数使之最优化。
(5)设备应存放在室温, 通风条件的环境内,应防止雨淋或直接暴露在阳光下。设备在不用时或搬运时请竖直向上放置。
(6)冷媒加注泵维护:冷媒泵要经常添加冷媒泵专用油,大约半个月检查一次,保证油杯中的油在半杯以上,以防润滑不到位,破坏密封圈,影响泵的使用。
油杯处
7.2 系统维修:
(1) 旋片真空泵的维修:如果真空泵长时间抽不起真空,且真空管路无泄漏,则可能真空泵存在问题,首先检查真空泵电机线连接是否正确,是否缺相或反转,然后用手按下接触器,观察触摸屏上真空度的变化(注意要把枪上的真空口堵上),如果很小或变化缓慢,则说明泵抽不起真空。注意观察真空泵的响声,如果有干磨的刺耳声,则需要补油,不可在无油状态下工作,以免损坏电机泵。
具体真空泵的维修请专门厂家来维修,也可参考真空泵的有关资料。
(2)流体控制回路的维修:流体回路中各流体阀都可手动打开,维修中如果想让某个阀动作,手动按下电磁阀上的白色小点即可,可对相应的管路进行检查与维修。
(3)电气回路的维修:整个系统的逻辑控制都处在PLC的控制中,查看梯形图明白逻辑关系后,在“PLC”上观察各输入输出状态,确定是内部逻辑错误,还是外部接线及阀或者其它执行元件的问题,维修过程可参看系统原理图及电气控制图。
